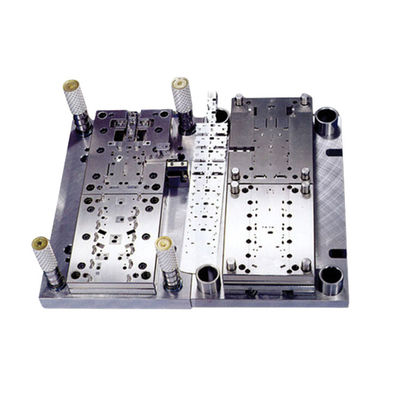
Métal à grande vitesse emboutissant l'outil individuel d'ingénierie d'outil de moule
-
Surligner
Métal à grande vitesse emboutissant le moule
,Métal individuel emboutissant le moule
,Métal individuel emboutissant le moule
-
Matériel de mouleKD11, P20/718/738/NAK80/S136, V30, MiSUMi.etc. , #45
-
Nom de produitMétal emboutissant le moule
-
MatérielAlliage en acier et d'aluminium, alliage en acier ou alliage adapté et en laiton aux besoins du clie
-
cavité1 ou 2 cavités simples, simples et multi de cavité,
-
La vie de moule250000-300000shots
-
Préparation de surfacePoncez le soufflage, le polonais, le brossage, le Chrome etc., usinage ultrasonique
-
ApplicationIndustriel, moule de produit de ménage, automobile, voiture, métal emboutissant la matrice de poinço
-
Quantité de commande min1 ensemble
-
PrixUSD1000 set
-
Détails d'emballageCadre en bois + cadre de fer + plat de carte
-
Délai de livraison5-8 jours de travail
-
Conditions de paiementT/T
-
Capacité d'approvisionnementmois de 100 ensembles
Métal à grande vitesse emboutissant l'outil individuel d'ingénierie d'outil de moule
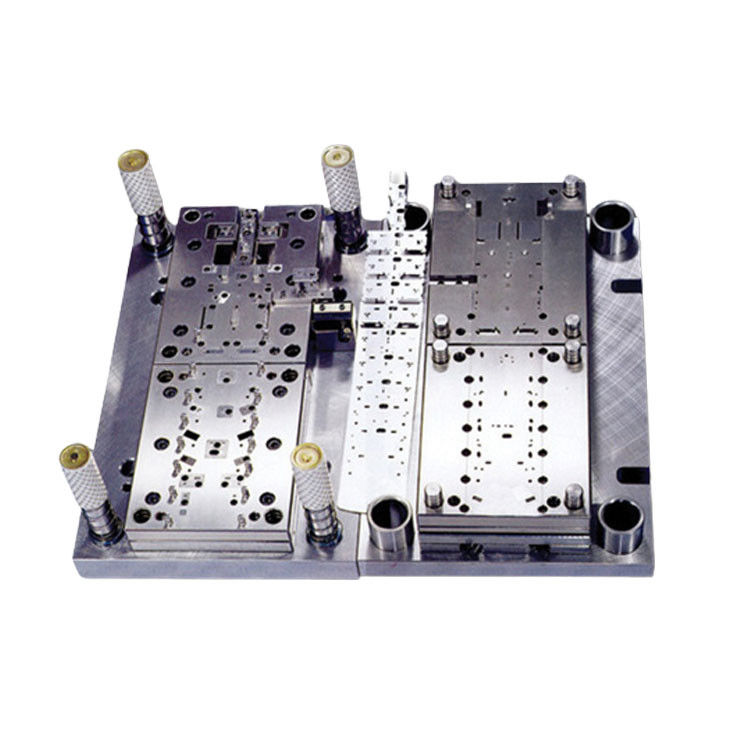



Estampillage de l'outil fabriquant l'outil individuel de estampillage ultra-rapide d'ingénierie d'outil
L'estampillage meurent est une installation de fabrication spéciale qui transforme des matériaux (métal ou non-métal) en pièces (ou semi-
produits finis) dans le traitement de estampillage à froid. Il s'appelle estampillage froid meurent (généralement connu en tant qu'estampillage froid
mourez). L'estampillage est une méthode de transformation de pression qui emploie une matrice montée sur une presse pour exercer la pression sur un matériel
à la température ambiante pour produire la séparation ou la déformation en plastique, afin d'obtenir les pièces requises.
Selon la nature du processus
a. Mourez où masquer meurent sépare le matériel le long d'un profil fermé ou ouvert. Comme masquer mourez, en poinçonnant
meurent, la matrice de coupe, incision meurent, matrice de coupe, matrice de coupe, etc.
b. Le recourbement meurent une matrice qui fait plier et déformer le blanc ou tout autre blanc suivant une ligne droite (la ligne de recourbement)
pour obtenir un objet d'un certains angle et forme.
c. L'étirage profond meurent est une matrice qui transforme le blanc de la tôle en pièces creuses ouvertes, ou fait les pièces creuses
plus loin déformez-vous et classez.
d. Moule de formage est l'objet vide ou demi-complet selon la forme du corps convexe et de la matrice concave
la formation directement copiée, et le matériel lui-même produit seulement la déformation en plastique locale de la matrice. Comme
la matrice de enflement, se rétrécissant meurent, bridant meurent, bridant meurent et ainsi de suite.
e. Le rivetage meurent est d'employer les forces externes pour relier ou enrouler les pièces participantes ensemble dans un certain ordre et
la manière, et forment alors une totalité
Classification selon le degré de combinaison de processus
a. Le processus simple meurent seulement un processus de estampillage meurent est accompli dans une course de la presse.
b. Le composé meurent a seulement une station. Dans une course de la presse, deux ou plus emboutissants des processus peut être
accompli à la même station en même temps.
c. Le progressif meurent (également connu en tant que matrice continue) a deux stations ou plus dans la direction de alimentation du
blanc. Dans une course de la presse, deux ou plus emboutissants des processus sont accomplis successivement à différentes stations.
d. Le moulage par transfer a intégré les caractéristiques du moule de simple-processus et du moule progressif, l'utilisation du manipulateur
le système de transfert, pour réaliser le transfert rapide de dans-moule des produits, peut considérablement améliorer l'efficacité de production de
les produits, réduisent des coûts de production, sauver des coûts matériels, et la qualité stable et fiable.
Sélection matérielle de moule
Les matériaux produits par l'estampillage sont l'alliage en acier et dur, alliage dur acier-collé, alliage basé sur zinc, basse fonte
alliage de point, bronze en aluminium, matériaux de polymère et ainsi de suite. La plupart des matières employées pour l'estampillage de fabrication
les matrices sont en acier. Les types utilisés généralement de matériaux pour les organes mobiles de matrices sont : acier à outils de carbone, faiblement allié
acier à outils, chrome à haut carbone et haut ou acier à outils moyen de chrome, acier allié de carbone moyen, grande vitesse
acier, acier de matrice, alliage dur, alliage dur acier-collé et ainsi de suite.
En cours d'estampillage à mourir production, de divers matériaux en métal et de non-métal sont employés, principalement acier au carbone,
acier allié, fonte, acier moulé, alliage dur, bas alliage de point de fusion, alliage bas de zinc, bronze en aluminium,
résine synthétique, le caoutchouc de polyuréthane, bois de bouleau en plastique et stratifié et ainsi de suite.
Les matériaux pour les moules de fabrication sont exigés pour avoir la dureté élevée, résistance à l'usure de haute résistance et élevée,
dureté appropriée, trempabilité élevée, aucune déformation (ou peu de déformation) pendant le traitement thermique et pas
fissuration pendant l'extinction.
Classification de base
a. Acier à outils de carbone
T8A, T10A sont et ainsi de suite les aciers à outils les plus très utilisés de carbone dans le moule. Leurs avantages sont bon usinage
représentation et petit prix. Mais la trempabilité et la dureté est pauvre, déformation de traitement thermique est grande, soutenant
la capacité est basse.
b. Acier à outils faiblement allié
L'acier à outils faiblement allié est basé sur l'acier à outils de carbone avec les éléments d'alliage appropriés. Comparé à l'outil de carbone
en acier, il réduit la tendance d'éteindre la déformation et de la fissuration, améliore la trempabilité de l'acier et l'a
une meilleure résistance à l'usure. Les aciers faiblement alliés utilisés pour la fabrication de moule sont CrWMn, 9Mn2V, 7CrSiMnMoV (code CH-1),
6CrNiSiMnMoV (code GD), etc.
c. Acier à outils à haut carbone et haut de chrome
Les aciers à outils à haut carbone et hauts utilisés généralement de chrome sont Cr12 et Cr12MoV, Cr12Mo1V1 (code D2), SKD11, ils ont
la bonne trempabilité, la trempabilité et la résistance à l'usure, déformation de traitement thermique est petite, élevée résistance à l'usure
la déformation micro meurent l'acier, portance en second lieu seulement à l'acier à grande vitesse. Cependant, la ségrégation de carbure est
sérieux, ainsi lui doit être bouleversé à plusieurs reprises (dérangement bouleversant et radial axial) pour réduire l'inhomogénéité du
carbure et améliorer la représentation de service.
d. Acier à outils moyen à haut carbone de chrome
Les aciers à outils moyens à haut carbone de chrome utilisés pour la matrice incluent Cr4W2MoV, Cr6WV, Cr5MoV, etc., leur contenu de chrome
est bas, le carbure eutectique est moins, la distribution de carbure est uniforme, la déformation de traitement thermique est petite, et eux
ayez la bonne trempabilité et la stabilité dimensionnelle. Comparé aux aciers de chrome à haut carbone et hauts avec plus
la ségrégation sérieuse de carbure, les propriétés sont améliorées.
e. Acier à grande vitesse
L'acier à grande vitesse a la dureté la plus élevée, la résistance à l'usure et la résistance à la pression de l'acier de matrice, et la charge élevée
capacité. Les moules utilisés généralement sont W18Cr4V (code 8-4-1) et W6Mo5 Cr4V2 (code 6-5-4-2, marque m2 des États-Unis) avec moins
contenu de tungstène, aussi bien que carbone et vanadium réduisant 6W6Mo5 en acier à grande vitesse Cr4V (code 6W6 ou m2 à faible teneur en carbone)
développé pour améliorer la dureté. De l'acier à grande vitesse doit également être forgé pour améliorer son carbure uniforme
distribution.
f. Acier de Matrix
Un peu d'autres éléments sont ajoutés à la composition de base de l'acier à grande vitesse, et le contenu de carbone est
accru ou diminué convenablement pour améliorer la représentation de l'acier. De tels aciers sont collectivement référés
à comme les aciers de matrice. Ils ont non seulement les caractéristiques de l'acier à grande vitesse, avec certaine résistance à l'usure et
la dureté, mais ont également une meilleures force et dureté de fatigue que l'acier à grande vitesse. Elles sont de haute résistance et
le travail à froid de dureté meurent en acier, mais le coût matériel est inférieur à l'acier à grande vitesse. Les aciers de matrice généralement
employés dans la matrice sont 6Cr4W3Mo2VNb (code 65Nb), 7Cr7Mo2V2Si (code LD), 5Cr4Mo3SiMnVAL (code 012AL), etc.
g. Carbures cimentés et carbures cimentés en acier
La dureté et la résistance à l'usure de l'alliage dur sont plus haute que n'importe quel autre genre d'acier de matrice, mais le recourbement
la force et la dureté sont pauvres. L'alliage dur utilisé comme moule est tungstène et cobalt. Pour le moule avec petit
l'impact et la résistance à l'usure élevée, l'alliage dur avec le bas contenu de cobalt peuvent être choisis. Dur alliage avec plus haut
le contenu de cobalt peut être employé pour le moule avec à haute impression.
le carbure cimenté Acier-collé est aggloméré par métallurgie des poudres avec la poudre de fer et un peu d'alliage
poudre d'élément (telle que le chrome, le molybdène, le tungstène, le vanadium, etc.) comme reliure, carbure titanique ou tungstène
carbure en tant que phase dure. La matrice dont du carbure cimenté acier-collé est en acier, surmonte les points faibles
la dureté pauvre et le traitement difficile du carbure cimenté, et peuvent être coupés, soudé, forgé et soumis à un traitement thermique.
les carbures cimentés Acier-collés contiennent beaucoup de carbures. Bien que la dureté et la résistance à l'usure soient inférieures que
les carbures cimentés, ils sont encore plus hauts que d'autres aciers. La dureté peut atteindre 68 | 73HRC après l'extinction et
gâchage.
h. Nouveaux matériaux
La matière employée dans la matrice d'estampillage appartient au travail à froid meurent l'acier, avec lequel est le plus très utilisé meurt en acier
grand dosage. Les exigences de marche principales sont force, dureté et résistance à l'usure. La perspective de développement
du travail à froid meurent l'acier est basé sur la représentation du haut acier allié D2, qui peut être divisée en deux
catégories :
1) On est de réduire le contenu de carbone et le contenu d'élément d'alliage, améliore l'uniformité de distribution du carbure
en acier, et améliorer la dureté de la matrice. Comme la compagnie 8CrMo2V2Si d'acier allié de vanadium des Etats-Unis,
Le Japon Datong Special Steel Company DC53 (Cr8Mo2SiV) et ainsi de suite.
2) L'autre acier à grande vitesse de poudre est développé pour le but principal d'améliorer la résistance à l'usure et de l'adaptation à
production en série ultra-rapide, automatique et. Comme le 320CrVMo13, etc. de l'Allemagne.
Principe de la sélection
La sélection raisonnable des matériaux de matrice et le procédé correct de traitement thermique sont les principaux à assurer meurent la vie. Pour
différentes utilisations de la matrice, devraient être basées sur son état fonctionnant, états d'effort et la représentation du
matériel, série de production et productivité traités des facteurs tels que la considération complète, et
au-dessus des conditions de la représentation d'un certain accent, et faites alors le choix correspondant de l'acier et de la chaleur
processus de traitement.
Quand la série de production d'emboutir des pièces est grande, le poinçon et meurent des matériaux des organes mobiles de la matrice
devrait être choisi avec la résistance à l'usure de haute qualité et bonne de la matrice en acier. Pour le moule de l'autre processus
la pièce de structure et la pièce de structure secondaire des pièces matériel, devraient également être améliorées en conséquence. Dans
le groupe n'est pas grand, devrait être approprié pour détendre les exigences de marche matérielles, de réduire le coût.
Quand le matériel traité par l'estampillage est dur ou la résistance de déformation est grande, les convexes et les concaves meurent
du poinçon mourez devrait être choisi avec la bonne résistance à l'usure et de haute résistance. Quand acier inoxydable de dessin,
le bronze en aluminium meurent peut être employé, parce qu'il a une meilleure résistance d'adhérence. La douille de guide de colonne de guide exige
la résistance à l'usure et la bonne dureté, ainsi la carburation extérieure de l'acier à faible teneur en carbone est employée. Par exemple, le principal
le point faible de l'acier à outils de carbone est trempabilité pauvre. Quand la taille de section des pièces de matrice est grande, la dureté
du centre est encore bas après l'extinction. Cependant, en travaillant à la presse avec un grand nombre de voyages, ses
la bonne résistance à l'impact devient un avantage à la place. Pour le plat fixe, pièces de plat de décharge, avoir non seulement
assez de force, et exiger la petite déformation en cours de travail. En outre, traitement froid et
le cryotreatment, le traitement de vide et la surface renforçant peuvent être employés pour améliorer la représentation des pièces de matrice. Pour
l'extrusion froide meurt avec des conditions de travail pauvres de convexe et les matrices concaves, meurent acier avec bon complet
des propriétés mécaniques telles que la dureté, la force, la dureté et la résistance à l'usure suffisantes devraient être choisies, et
il devrait avoir certaine rigidité rouge et force de fatigue thermique.
Les propriétés fonctionnantes froides et chaudes du matériel et les conditions de l'entreprise existantes devraient être considérées.
L'attention devrait être prêtée à l'utilisation de micro-déformé meurent acier pour réduire des coûts d'usinage.
L'acier de matrice avec les propriétés spéciales devrait être développé et appliqué pour la matrice avec des conditions spéciales
La sélection des matériaux de matrice devrait être déterminée selon les conditions d'utilisation des pièces de matrice. Sur les lieux de
remplissant les conditions principales, des matériaux bons marchés devraient être choisis pour réduire des coûts.![]()
![]()
![]()
![]()
![]()
![]()
Nos produits sont vendus dans le monde entier. Vous pouvez être assuré de l'ensemble du processus de nos produits.